|
|
|
Findings Continued |
|
Attempts by ultrasonic tank manufacturers to improve process times vary greatly with
each claiming to have developed the "silver bullet." All ultrasonic systems, however,
compromise process time with erosion. Increased wattage, frequency manipulation, and physical
re-positioning of parts are common. Use of these methods, however, can lead to "hot spots",
pitting, and delamination of FDM parts.
Historically, and prior to the emergence of ultrasonic cleaning, mechanical agitation
systems reliant on aggressive cleaning agents for their efficiency were the industry standard.
Their use has waned only because of environmental concerns concerning the disposal of solvents.
Mechanical agitation systems, primarily reliant on chemistry, have always operated more
efficiently and more quickly than ultrasonics which rely solely on cavitation to create
mechanical impingement. For these reasons ultrasonic post-processing of WaterWorks
TM supported FDM parts will always be less efficient and more potentially damaging than
dedicated submerged wash type systems such as the CleanStation® line of Rapid Support Removal
Systems.
Attempts to speed up the post-processing time of ultrasonic systems increases the
probability that a system set up for one type or class of parts will be inefficient or
damaging to another class of parts. This potentially negates the overwhelming value of the
flexibility of FDM technology where users have essentially unlimited opportunity to create
anything desired in any quantity required but find themselves frustrated by post-processing
equipment limited to only a narrow application.
The more difficult the application, the greater energy density is required for effective
cleaning. Too much ultrasonic power may result in cavitation erosion occurring on delicate or
highly polished parts that are near the transducer. Too little ultrasonic power will result
in prohibitively long process times. Again, this is of real concern when considering the
ramifications of load sensitivity and batch processing DDM parts. For every application
operators are faced with a trade off between post-process time and scrap rates. Worse is the
fact that they can only strike this balance by a process of trial and error! This is a recipe
for frustration not total customer satisfaction.
Another concern is that ultrasonic emissions can excite parts into resonance. Many
delicate parts will fracture when subjected to this stress. FDM models/parts, while materially
robust, often include features susceptible to such damage. Each manufacturer promises their
units 'sweep rate' eliminates this problem. One can assume that if this were entirely true no
one would be talking about it. It is certainly much less true for plastic FDM parts where
features and geometry can and do vary in an effectively unlimited fashion. Ultrasonic
post-processing of FDM parts frequently results in partial delamination of the layers that
make up FDM parts. This at best weakens parts, compromising their usefulness, and at worst
destroys them completely.
Sodium hydroxide, the active component of WaterWorksTM soluble concentrate is very
effective at softening and dissolving WaterWorksTM support material. The ABS plastic model
material is resistant but not impervious to sodium hydroxide. High frequency ultrasonic
cleaning can force sodium hydroxide between the layers of the model causing brittleness and
cracking. This combined with longer ultrasonic processing times make material and structural
degradation inevitable in a significant number of cases.
|
| |
|
 |
|
 |
|
|
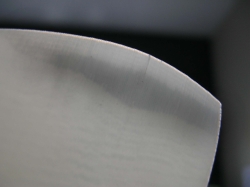
Area darkened to show the effect of sodium
hydroxide forced into a model |
|
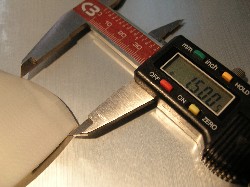
Measuring the damage caused by an
ultrasonic cleaning system |
|
<< Back Forward >>
|
|
Home | ©2002 PM Technologies. All Rights Reserved. | Site Map
Cleanstation® SRSTM, U.S. Patent No. 7,546,841 |
|
|


